




HT-200T型槽平台缩松补救方法
2014-09-30 10:53:20
T型槽平台缩松补救措施:
1.焊补。挖去缺陷区金属,用与基体金属相同或相容的焊条焊补缺陷区,焊后修平进行焊后热处理;
2.对承受液体或气体压力的铸件,可进行局部或整体浸渗处理,提高铸件的密封性能;
3.重要零件可进行热等静压处理,铸件内的疏松;
4.疏松超过验收条件无法补救时,或导致铸件在凝固、冷却或热处理过程中开裂时,应予报废。
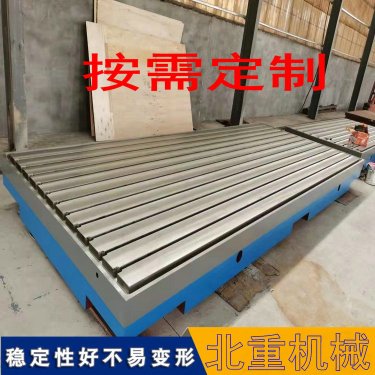
T型槽平台用途:主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平台。
T型槽平台材质:铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,能好。
T型槽平台精度:按 标准计量检定规程执行,分别为0、1、2、3四个等级。
T型槽平台表面处理:工作面采用刮研工艺,用涂色法进行检验,了平面精度。工作面一般开有T型槽,也可根据要求加工长孔或圆孔等。
T型槽平台标准规格:(规格可按图纸加工)
T型槽平台材质:铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,能好。
T型槽平台精度:按 标准计量检定规程执行,分别为0、1、2、3四个等级。
T型槽平台表面处理:工作面采用刮研工艺,用涂色法进行检验,了平面精度。工作面一般开有T型槽,也可根据要求加工长孔或圆孔等。
T型槽平台标准规格:(规格可按图纸加工)
|
规格(长 × 宽) mm
|
精度等级
|
高度 mm
|
||
|
1
|
2
|
3
|
||
|
平面度公差 (μm)
|
||||
|
100×100
|
9.0
|
18
|
|
50
|
|
100×200
|
9.8
|
19.6
|
|
50
|
|
200×200
|
10
|
20.5
|
|
50
|
|
200×300
|
11
|
22
|
|
50
|
|
300×300
|
11
|
22
|
|
80
|
|
300×400
|
12
|
24
|
|
85
|
|
400×400
|
12.5
|
25
|
|
85
|
|
400×500
|
13
|
26
|
66
|
90
|
|
500×500
|
14
|
28
|
68
|
95
|
|
400×600
|
14
|
27.5
|
70
|
95
|
|
500×600
|
14.2
|
28.5
|
71
|
120
|
|
500×800
|
15.5
|
31
|
78
|
140
|
|
600×800
|
16
|
32
|
80
|
160
|
|
600×900
|
16.5
|
33
|
83
|
160
|
|
1000×750
|
18
|
36
|
90
|
180
|
|
1000×1000
|
20
|
40
|
97
|
180
|
|
1000×1200
|
20.5
|
41
|
103
|
180
|
|
1000×1500
|
22
|
45
|
112
|
190
|
|
1000×2000
|
26
|
52
|
130
|
200
|
|
1500×2000
|
28
|
56
|
140
|
230
|
|
1500×3000
|
35
|
70
|
174
|
260
|
|
2000×3000
|
37
|
74
|
184
|
260
|
|
2000×4000
|
44
|
88
|
219
|
280
|
|
2500×6000
|
60
|
120
|
300
|
300
|
|
3000×6000
|
62
|
124
|
308
|
350
|
上一篇:地锚器安装焊接平台的优点
下一篇:焊接平台的行业资讯


