




北京新时代创新的产物铆焊平台是通过怎样卓越 精湛的生产技术而得来?
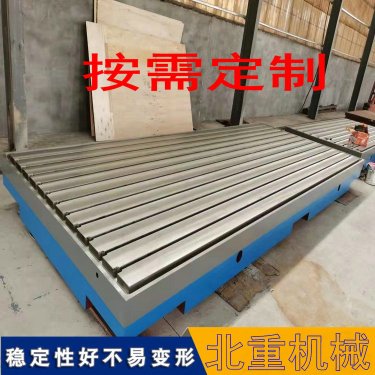
铆焊平台是铸铁平台的一种,大家都知道铆焊平板(铆焊平台)是用于铆焊工艺的基础平板,工作面上有孔和T型槽,孔主要用来清理铆焊时的一些铁渣和焊接废弃物,T型槽主要是用来固定焊接件。铆焊平台的用途很多,很广铆焊平台性能特别,以致于被越来越多的用户所认可。下面给大家介绍一下 铆焊平台技术的基本要求。
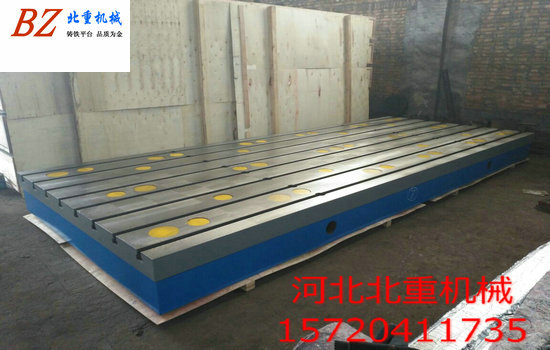
铆焊平台是铸铁平台产品的一种,产品的表面加工出T型槽,方便固定需要试验的设备,此类产品在材质,硬度及承载能力上都有的要求。
1) 铆焊平台制造执行标准:GB4986-85标准与JB/T7974-1999标准。
2) 铆焊平台 铸件采用水泥砂铸造,材质为HT250,材质严格按GB9439-2010规定制作;铸件尺寸公差按GB6414-1999标准执行。
3) 铆焊平台上设有T型槽,按图纸要求制作,安装时出口可放入T型固定螺栓。T型槽按GB158-1996标准执行。
4) 铆焊平台的安装布置方式及位置严格按土建图施工,整体平面安装后上平面与地坪齐平(±0.000)。
5) 焊平台工作面加工与T型槽粗糙度Ra≤3.2,其它加工面Ra6.3,执行标准GB1031-2009; 铆焊平台上平面度误差与垂直度误差满足图纸要求。
6) 铆焊平台工作表面硬度为HB180-240,抗拉强度≥220.Mpa,时效处理。
7) 铆焊平台采用铸造工艺,严格控制铸件五大元素的成份及含量,铸件表面平整无裂纹、无缩孔、无夹灰渣。表面缺陷按照标准处理。
8) 铆焊平台在铸造过程中两次回火处理。diyi次在铸件毛坯检验合格后回火处理,铸造应力。次:在毛坯粗加工完成后进行回火处理,机加工破坏铸件平衡态所产生的应力。
9) 铆焊平台的加工成品尺寸按GB2822-2005标准执行,精度计量检定规程按JJG117-2005标准和形位公差按8级GB1标准执行。
10)铆焊平台加工表面做防锈油刷涂,铸件外表面不加工须批腻、磨光,地锚器凹面处涂防锈漆;表面平整光亮。铸件内表面均需涂防锈漆;
11)铆焊平台的工作面与侧面及相邻两侧面的垂直度公差为0.1mm,
12)铆焊平台具有足够的强度及承载能力,其承载力≥300KV/㎡.
13) 铆焊平台主要配置:地铆器及相应配件
铆焊平台主要技术参数和要求: 铆焊平台加工后图纸要求的精度,拼接后达到使用要求;所有工件在本厂铸造加工。放心下单,达到您的满意,是我们的服务宗旨。


