




业内新宠铆焊平台的T型槽加工工艺发挥了关键性的作用
铆焊平台的加工方法一直以来都是很多人群关注的信息,现在很多内,这样的铆焊平台都发挥了相当关键的作用,随着越来越多地方使用到铆焊平台,那我们就来了解一下,关于铆焊平台的加工方法以及相关注意事项:

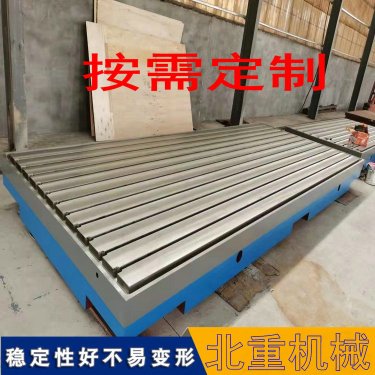
铆焊平台的T型槽作用就是配合螺栓和螺杆对工件进行固定,方便焊接和装配等工作,T型槽的尺寸要根据使用螺栓的尺寸来定,T型槽的规格尺寸一般都是按客户需要定制的,而T型槽的加工是有它自己的加工方法的。
T型槽在加工时按照在铆焊平台的端面和上平面已经画好的加工线找正和装夹平板。用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,粗刨和精刨两次刨出直角槽刨侧面左右凹槽。加工前,用铸铁直角尺或铸铁方尺检查弯头切刀切削刃与铸铁平板顶面是否垂直(允许倾斜一个小度角ε,一般取ε=25'~30',以抵抗切削抗力使刨刀刀杆产生的弯曲弹性变形),若不垂直,则应重新调整刀具到垂直为止。然后用弯头切刀分别刨削左右侧面的凹槽。倒角。用两个主偏角均为45°的尖头刨刀倒角。
铆焊平台在加工T型槽的时候要注意切削用量要求,并且要用手动走刀,以免损坏刀具和工件。在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。
经过这一系列的工序下来后T型槽的大致尺寸就完成了,下来就是要完成外观处理和人工对铆焊平台的工作面进行铲刮了。
zui 后出来的成品铆焊平台工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。铆焊平台的表面应型砂且平整,涂漆牢固。铆焊平台上的T型槽是经过刨床或者龙门铣床加工出来的,T型槽不能用T型槽铣刀直接加工,因为T型刀没有螺旋排屑槽,在开槽时切屑不能流畅的排出来,很容易断刀!再说成型刀
具的切削性能本来就没有立铣刀好,只是相对方便而已!建议先用立铣刀开粗!然后再用T型刀开槽!注意切削液要充分,压力要大。先用立铣刀开直槽,到位。再用T型槽铣刀开T型槽!


